服务热线:189-0544-6006
服务热线:189-0544-6006

企业名称:山东伟峰空调设备有限公司
联系人:李经理
电话:0534-8126056
手机:18905446006
传真:8126056
邮箱:986074649@qq.com
网址:www.dswfkt.com
地址:山东省德州市武城县鲁权屯中央空调科技创业园
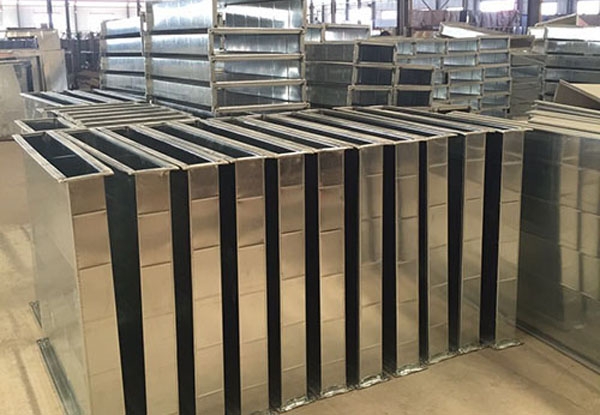
镀锌风管的几种加工方法讲解:无缝钢管法和高速挤压法是经过穿孔,穿孔办法是运用穿孔,一起运用卷卷,之后用芯棒管磨机分级翻滚平面形状,高速挤压办法是一种直接在挤压机挤压成型,管尺寸精度高,这种办法处理的无缝钢管缺陷如裂纹、折叠、分层和夹杂物。关于厚壁大口径管材,也可经过铸造、轧制等工艺制成。铸造轧制管的常见缺陷与铸造类似,通常是裂纹、白点、厚皮等。
镀锌风管首先被轧制成管状,然后焊接电阻焊或埋弧焊自动焊接,一般大直径螺旋风管管用于加工。该山由板材进行测验,因此镀锌风管厂家的缺陷是焊缝处的缺陷,通常是裂纹、气孔、渣、焊渣等。
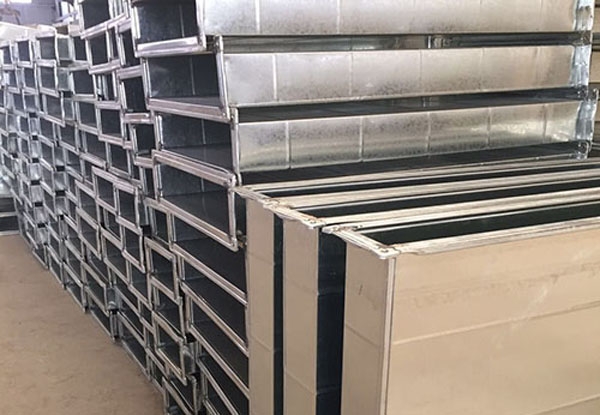
镀锌风管加工的焊接技能要求。
手动弧焊焊机应采用直流反焊,直流连接时应运用氩弧焊。在焊接前,应将钢丝刷从表面上刷下,然后用丙酮清洗,然后用其枯燥。当焊缝的厚度应该尽可能薄,所以有利于很好的融合根;弧是缓慢的斜度,如果电弧缩短,磨床消失的应用。必须在沟弧弧,弧应该充溢陨石坑,避免电弧裂纹。为了避免碳化物的沉淀,晶间腐蚀,应严格操控土层温度和焊后冷却速度,所以土层温度操控的要求低于60℃。在焊接中尽可能多地运用氩弧焊技能,技能能够很好地操控焊料层的表面颜色和成形,焊接效果是抱负的。

本文由 镀锌风管 整理,转载请注明:http://www.dswfkt.com/