服务热线:189-0544-6006
服务热线:189-0544-6006

企业名称:山东伟峰空调设备有限公司
联系人:李经理
电话:0534-8126056
手机:18905446006
传真:8126056
邮箱:986074649@qq.com
网址:www.dswfkt.com
地址:山东省德州市武城县鲁权屯中央空调科技创业园
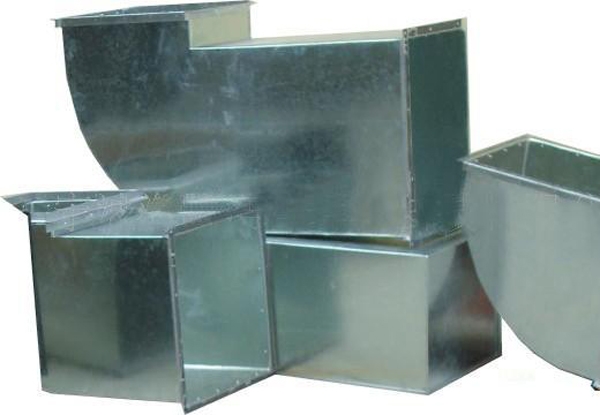
镀锌板风管广泛应用于宾馆、商场、纺织、化纤、石油化工、机械制造、外表、电子、医药、烟草、食物、医疗、仓储、写字楼以及地铁、人防、地下室等工程的送风、排风、排烟管道。镀锌螺旋风管的厚度及标准依据要求可变,通常在衔接的时分,镀锌螺旋风管两头总是外接于配件(如弯头、变径)。一般情况下,两头没有凹槽并带密封圈。
镀锌板风管就是用于空气输送和分布的管道体系。镀锌板风管可按截面形状和原料分类。按截面形状,镀锌板风管可分为圆形风管,矩形风管,扁圆风管等多种,其间圆形风管阻力最小的高度尺度最大,制造杂乱。所以应用以矩形风管为主。
3.2.1共板法兰镀锌风管的制造应契合下列要求:
1.矩形风管及其配件的板材厚度不该小于表3.2.1-1的规则。
表3.2.1-1 一般钢板或镀锌钢板风管板材厚度(mm)
2.镀锌钢板或五颜六色涂层钢板的拼接,应选用咬接或铆接,且不得有十字型拼接缝。五颜六色涂层钢板的塗塑面应设在风管内侧,加工时应防止损坏涂塑层,损坏的部分应进行修补。
3.焊接风管可选用搭接、角接和对接三种方式,焊缝方位如(图3.2.1)。风管焊接前应除锈、除油。焊缝应交融杰出、平坦,外表不该有裂纹、焊瘤、穿透的夹渣和气孔等缺点,焊后的板材变形应纠正,焊渣及飞溅物应清除洁净。
壁厚大于1.2mm的风管与法兰衔接可选用接连焊或翻边断续焊。管壁与法兰内口应紧贴,焊缝不得凸出法兰端面,断续焊的焊缝长度宜在30~50mm,距离不该大于50mm。 图3. 2.1 焊接风管焊缝方位
4 除尘体系风管与法兰的衔接宜选用内侧满焊、外侧连续焊,风管端面距法兰接口平面不该小于5mm。
5 风管加固应契合下列规则:
1)薄钢板法兰风管宜轧制加强筋,加强筋的凸出部分应坐落风管外外表,摆放距离应均匀,板面不该有显着的变形。
2)风管的法兰强度低于规则强度时,可选用外加固框和管内支撑进行加固,加固件距风管衔接法兰一端的距离不该大于250mm。
3)外加固的型材高度应等于或小于风管法兰高度,且距离应均匀对称,与风管的衔接应牢固,螺栓或铆接点的距离不该大于220mm;外加固框的四角处,应衔接为一体。
4)风管内支撑加固的摆放应整齐、距离应均匀对称,应在支撑件两头的风管受力(压)面处设置专用垫圈。选用管套内支撑时,长度应与风管连长持平。
5)矩形风管刚度等级及加固距离宜按表3.2.1-2、表3.2.1-3、表3.2.1-4、表3.2.1-5、表3.2.1-6进行挑选和断定。